
Warum laterale Maße deutlich präziser als die Pixelgröße bestimmbar sind
Kurzfassung
In der industriellen Bildverarbeitung wird häufig angenommen: „Ein Pixel ist die kleinste messbare laterale Einheit.“ Das stimmt für reine Pixelzählung – nicht jedoch für die Positionsbestimmung von Kanten, Linien oder Zentren. Durch Subpixel-Auswertung kann die Lage einer Kante zwischen Pixelzentren genauer bestimmt werden. Diese Application Note zeigt anhand eines realen Beispiels, wie trotz einer lateralen Pixelgröße von ca. 30 µm x 30 µm eine Wiederholgenauigkeit von 2–3 µm erreicht wird (typisch ~1/10 Pixel unter geeigneten Bedingungen).
1. Motivation
Viele Anwender leiten aus der Pixelgröße direkt die Messgrenze ab:
- Pixelgröße = kleinste laterale Messgröße
- „Subpixel“ klingt nach „Zauberei“
Der entscheidende Punkt ist: Kanten werden durch Optik, Sensor und Beleuchtung nicht als harter Sprung auf genau einem Pixel abgebildet, sondern als Übergang über mehrere Pixel. Genau dieser Übergangsverlauf enthält die Information, um eine Position zwischen Pixelzentren zu bestimmen.
2. Grundprinzip: Warum Subpixel möglich ist
Wenn eine Kante nicht exakt durch Pixelzentren läuft, verteilt sich ihre Intensität auf mehrere Nachbarpixel. Dadurch entsteht ein Helligkeitsverlauf (Übergangsprofil) über mehrere Pixel.
Abbildung 1: Prinzip der subpixelgenauen Kantenbestimmung
Statt „Pixel-Index des Sprungs“ zu bestimmen, wird die Kantenposition als kontinuierlicher Parameter geschätzt – z. B. durch:
- Interpolation um das Gradientenmaximum (1D/2D)
- Fit eines Modells an das Kantenprofil (z. B. Sigmoid/Fehlerfunktion)
- Geometrischer Fit (Linie/Kreis) auf viele Subpixel-Kantenpunkte (Least Squares)
Wichtig: Subpixel heißt nicht „beliebig genau“. Die erreichbare Präzision wird u. a. begrenzt durch:
- Signal-Rausch-Verhältnis (SNR)
- Bit-Tiefe / Quantisierung
- Optik (MTF), Fokus, Bewegung
- Kontrast & Beleuchtung (Sättigung vermeiden)
- Modell-/Fit-Bias (systematische Abweichungen)
Praxis-Daumenregel: Unter guten Bedingungen sind Faktoren 5× bis 10× gegenüber „Pixel-Genauigkeit“ realistisch.
3. Messobjekt und Setup
3.1 Messobjekt
Als Beispiel dient ein PCB-Steckverbinder DFMC 1,5/3-ST-3,5 (© Phoenix Contact) mit 6 runden Kavitäten.
- Nenn-Durchmesser: Ø 3,0 mm
- Toleranz: ± 50 µm (LSL = 2,95 mm, USL = 3,05 mm)
Ziel:
- Wiederholgenauigkeit der Durchmesserbestimmung
- Demonstration der Subpixelfähigkeit in der Praxis
3.2 Messsystem
- heliInspect™ H9S 0.8× mit S40U Sensor
- Beleuchtung: Rot-LED
- Mechanik: Montage auf heliProfiler™ P4
- Auswertung: Konturdetektion + Kreisfit (Least Squares / RLS)
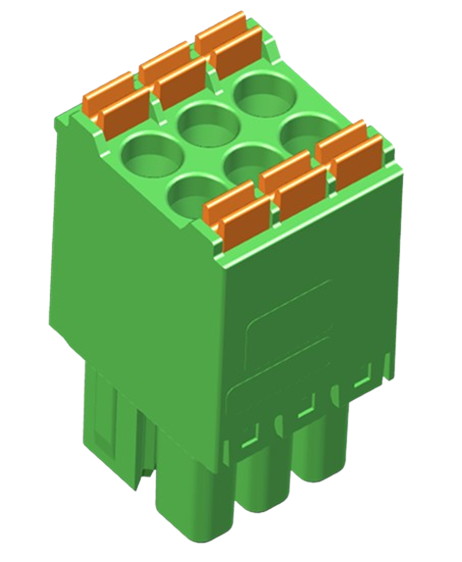
Abbildung 2: Messobjekt (Steckverbinder) und Messaufbau/Ansicht der Kavitäten
4. Datenerfassung und Auswertung
4.1 3D-Daten und ROI-Selektion
Für die Konturanalyse werden nur Bereiche mit genügendem Signal bewertet (oberhalb des Rauschniveaus). Die sechs Kavitäten werden als ROIs selektiert.
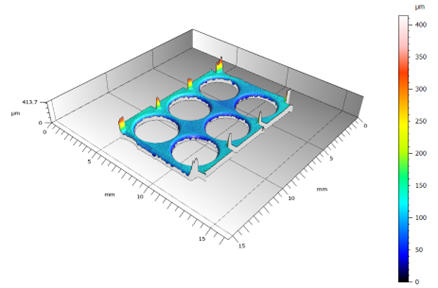
Abbildung 3: Roh-Kontur/Kantenpunkte – Pixelraster-Diskretisierung ist sichtbar
4.2 Subpixel-Kantenpunkte und Kreisfit
Im nächsten Schritt werden Subpixel-Kantenpunkte bestimmt und ein Kreisfit über viele Punkte durchgeführt. Auch wenn einzelne Punkte nur „leicht subpixelig“ sind, stabilisiert die Kombination vieler Punkte die Schätzung deutlich.
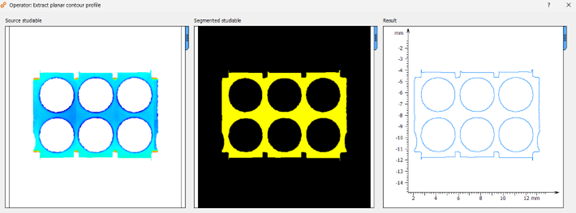
Abbildung 4: Best-Fit-Kreis (Least Squares/RLS) über die Konturpunkte
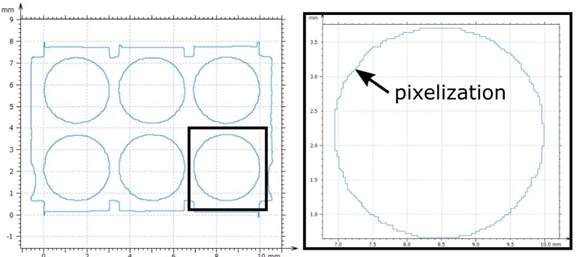
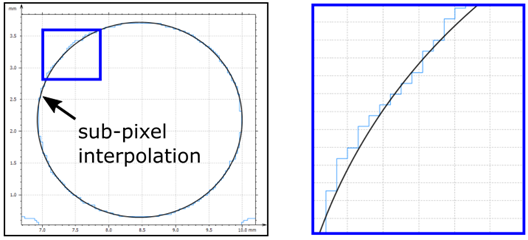
Abbildung 5: Detail: Roh-Kontur (pixelig) vs. Fit (glatt) – Subpixel-Wirkprinzip.
5. Ergebnisse: Wiederholgenauigkeit
5.1 Messplan
- 30 Wiederholungen am selben Ort
- Auswertung der 6 Kavitäten pro Aufnahme
- Kenngrößen: Mittelwert (µ) und Standardabweichung (σ) der Durchmesser
5.2 Resultate
Über alle Kavitäten und Wiederholungen kombiniert ergibt sich:
- Mittelwert: µ = 3,043 mm
- Standardabweichung: σ = 0,0025 mm = 2,5 µm
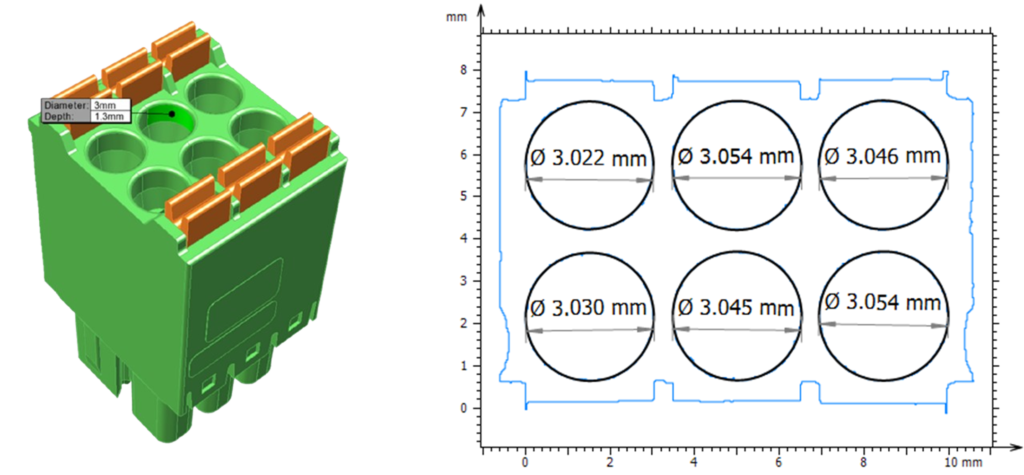
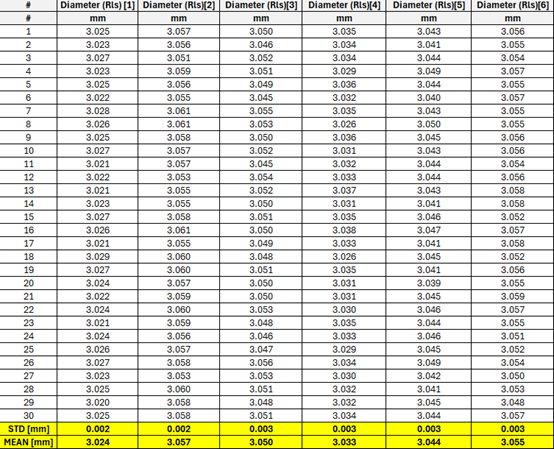
Abbildung 6: Messwerte je Kavität über 30 Wiederholungen
Erkenntnisse:
- Streuung im Bereich 2–3 µm ist konsistent mit „~1/10 Pixel“ bei ~30-µm-Pixelgröße.
- Der Mittelwert liegt nahe am oberen Toleranzrand (USL = 3,05 mm). Das ist für Cp/Cpk relevant.
6. Prozessfähigkeitsindizes Cg und Cgk
Die Kennzahlen Cp/Cpk werden hier genutzt, um die Messstreuung im Verhältnis zur Toleranz und zur Lage des Mittelwerts einzuordnen.
6.1 Definitionen
Cg → „Wie breit ist die Toleranz im Verhältnis zur Streuung?“
Cgk → „Wie viel nutzbare Toleranz bleibt unter Berücksichtigung der tatsächlichen Prozesslage?“
6.2 Einsetzen der Werte
- LSL = 2,95 mm
- USL = 3,05 mm
- Toleranzbreite = 0,10 mm
- σ = 0,0025 mm ⇒ 6σ = 0,015 mm, 3σ = 0,0075 mm
- µ = 3,043 mm
Cg:
Cp = 0,10 / 0,015 ≈ 6,67
Cgk:
(USL − µ) / (3σ) = (3,05 − 3,043) / 0,0075 ≈ 0,93
(µ − LSL) / (3σ) = (3,043 − 2,95) / 0,0075 ≈ 12,4
Cgk = min(0,93; 12,4) = 0,93
6.3 Interpretation
- Cg sehr hoch: Die Streuung ist im Verhältnis zur Toleranz sehr klein → sehr präzise Messung.
- Cgk deutlich kleiner als Cg: Der Mittelwert liegt nahe USL. Das deutet nicht auf „zu viel Rauschen“, sondern auf Lage/Offset hin (z. B. reales Bauteil leicht oversize, Kalibrierung, Schwellwerte, Fit-Bias).
7. Praktische Hinweise: So erreicht man Subpixel-Performance zuverlässig
Subpixel-Genauigkeit entsteht aus guten Bildbedingungen – nicht aus „Magie“:
- Hoher, stabiler Kontrast an der Kante (keine Flare-Artefakte)
- Keine Sättigung (Profile nicht abschneiden)
- Guter Fokus / stabile Optik (MTF)
- Gutes SNR (passende Belichtung, stabile Beleuchtung)
- Robuster Fit (genügend Punkte, plausibles Modell)
- Konstante Auswerteparameter (sonst driftet der Bias)
8. Fazit
Dieses Beispiel zeigt, warum laterale Messungen nicht auf die Pixelgröße begrenzt sind: Durch die Signalverteilung über mehrere Pixel lässt sich die Position von Kanten und daraus abgeleiteten Geometrien subpixelig bestimmen. In der Messreihe erreichen wir eine Wiederholgenauigkeit von σ ≈ 2,5 µm, obwohl die laterale Pixelgröße etwa 30 µm beträgt.
Die laterale Pixelgröße ist nicht die physikalische Grenze der Messgenauigkeit – sie ist lediglich die Abtastbasis eines kontinuierlichen Signals.
 Heliotis AG
Heliotis AG